Royal Group 201 202 204 Sømløs rustfritt stålrør





| Produktnavn | Rundt rør i rustfritt stål |
| Standard | ASTM AISI DIN, EN, GB, JIS |
| Stålkvalitet
| 200-serien: 201 202 |
| 300-serien: 301, 304, 304L, 316, 316L, 316Ti, 317L, 321, 309s, 310s | |
| 400-serien: 409L, 410, 410s, 420j1, 420j2, 430, 444, 441, 436 | |
| Dupleks stål: 904L, 2205, 2507, 2101, 2520, 2304 | |
| Ytre diameter | 6–2500 mm (etter behov) |
| Tykkelse | 0,3 mm–150 mm (etter behov) |
| Lengde | 2000 mm/2500 mm/3000 mm/6000 mm/12000 mm (etter behov) |
| Teknikk | Sømløs |
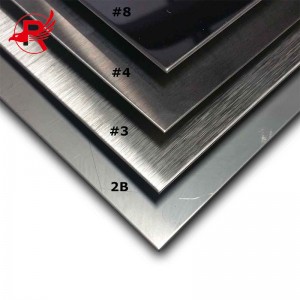
| Flate | Nr. 1 2B BA 6K 8K Speil Nr. 4 HL |
| Toleranse | ±1 % |
| Prisvilkår | FOB, CFR, CIF |










Rustfritt stålrør er en type hul, langrund stålrør, som hovedsakelig brukes i industrielle transportrørledninger som petroleum, kjemisk industri, medisinsk behandling, mat, lett industri, mekaniske instrumenter, etc., samt mekaniske strukturelle komponenter. I tillegg, når bøye- og torsjonsstyrken er den samme, er vekten lettere, så det er også mye brukt i produksjon av mekaniske deler og ingeniørstrukturer. Også ofte brukt som møbler og kjøkkenutstyr, etc.
Note:
1. Gratis prøvetaking, 100 % kvalitetssikring etter salg, støtter alle betalingsmåter;
2. Alle andre spesifikasjoner for runde karbonstålrør er tilgjengelige i henhold til dine krav (OEM og ODM)! Fabrikkprisen får du fra ROYAL GROUP.
Kjemiske sammensetninger av rustfritt stålrør
| Kjemisk sammensetning % | ||||||||
| Karakter | C | Si | Mn | P | S | Ni | Cr | Mo |
| 201 | ≤0,15 | ≤0,75 | 5. 5–7. 5 | ≤0,06 | ≤ 0,03 | 3,5–5,5 | 16,0–18,0 | - |
| 202 | ≤0,15 | ≤l.0 | 7,5–10,0 | ≤0,06 | ≤ 0,03 | 4,0–6,0 | 17,0–19,0 | - |
| 301 | ≤0,15 | ≤l.0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 6,0–8,0 | 16,0–18,0 | - |
| 302 | ≤0,15 | ≤1,0 | ≤2,0 | ≤0,035 | ≤ 0,03 | 8,0–10,0 | 17,0–19,0 | - |
| 304 | ≤0,0,08 | ≤1,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 8,0–10,5 | 18,0–20,0 | - |
| 304L | ≤0,03 | ≤1,0 | ≤2,0 | ≤0,035 | ≤ 0,03 | 9,0–13,0 | 18,0–20,0 | - |
| 309S | ≤0,08 | ≤1,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 12,0–15,0 | 22,0–24,0 | - |
| 310S | ≤0,08 | ≤1,5 | ≤2,0 | ≤0,035 | ≤ 0,03 | 19,0–22,0 | 24,0–26,0 | |
| 316 | ≤0,08 | ≤1,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 10,0–14,0 | 16,0–18,0 | 2,0–3,0 |
| 316L | ≤0,03 | ≤1,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 12,0–15,0 | 16,0 -1 8,0 | 2,0–3,0 |
| 321 | ≤ 0,08 | ≤1,0 | ≤2,0 | ≤0,035 | ≤ 0,03 | 9,0–13,0 | 17,0 -1 9,0 | - |
| 630 | ≤ 0,07 | ≤1,0 | ≤1,0 | ≤0,035 | ≤ 0,03 | 3,0–5,0 | 15,5–17,5 | - |
| 631 | ≤0,09 | ≤1,0 | ≤1,0 | ≤0,030 | ≤0,035 | 6,50–7,75 | 16,0–18,0 | - |
| 904L | ≤ 2,0 | ≤0,045 | ≤1,0 | ≤0,035 | - | 23,0 · 28,0 | 19,0–23,0 | 4,0–5,0 |
| 2205 | ≤0,03 | ≤1,0 | ≤2,0 | ≤0,030 | ≤0,02 | 4,5–6,5 | 22,0–23,0 | 3,0–3,5 |
| 2507 | ≤0,03 | ≤0,8 | ≤1,2 | ≤0,035 | ≤0,02 | 6,0–8,0 | 24,0–26,0 | 3,0–5,0 |
| 2520 | ≤0,08 | ≤1,5 | ≤2,0 | ≤0,045 | ≤ 0,03 | 0,19 -0,22 | 0,24 -0,26 | - |
| 410 | ≤0,15 | ≤1,0 | ≤1,0 | ≤0,035 | ≤ 0,03 | - | 11,5–13,5 | - |
| 430 | ≤0,1 2 | ≤0,75 | ≤1,0 | ≤ 0,040 | ≤ 0,03 | ≤0,60 | 16,0–18,0 | |
Gjennom ulike bearbeidingsmetoder for kaldvalsing og overflatebehandling etter valsing, kan overflatefinishen til rustfritt stålbars kan ha forskjellige typer.

Overflatebehandlingen av rustfritt stålrør har NO.1, 2B, nr. 4, HL, nr. 6, nr. 8, BA, TR hard, omvalset blank 2H, polert blank og andre overflatebehandlinger, etc.
NR. 1: Overflate nr. 1 refererer til overflaten som oppnås ved varmebehandling og beising etter varmvalsing av rustfritt stålrør. Den brukes til å fjerne svart oksidbelegg som produseres under varmvalsing og varmebehandling ved beising eller lignende behandlingsmetoder. Dette er overflatebehandling nr. 1. Overflaten nr. 1 er sølvhvit og matt. Brukes hovedsakelig i varmebestandige og korrosjonsbestandige industrier som ikke krever overflateglans, for eksempel alkoholindustrien, kjemisk industri og store beholdere.
2B: Overflaten til 2B er forskjellig fra 2D-overflaten ved at den er glattet med en glatt vals, så den er lysere enn 2D-overflaten. Overflateruheten Ra-verdien målt av instrumentet er 0,1 ~ 0,5 μm, som er den vanligste prosesseringstypen. Denne typen overflate av rustfritt stålstrimmel er den mest allsidige, egnet for generelle formål, og er mye brukt i kjemisk, papir-, petroleums-, medisinsk og annen industri, og kan også brukes som en bygningsfasade.
TR Hardfinish: TR rustfritt stål kalles også hardt stål. Representative stålkvaliteter er 304 og 301, og brukes til produkter som krever høy styrke og hardhet, som jernbanekjøretøy, transportbånd, fjærer og pakninger. Prinsippet er å bruke deformasjonsherdingsegenskapene til austenittisk rustfritt stål for å øke styrken og hardheten til stålplaten ved hjelp av kalde bearbeidingsmetoder som valsing. Det harde materialet bruker noen få prosent til flere titalls prosent av den milde valsingen for å erstatte den milde flatheten til 2B-basisflaten, og ingen gløding utføres etter valsing. Derfor er TR-hardoverflaten til det harde materialet den valsede overflaten etter kaldvalsing.
Omvalset blank 2H: Etter valseprosessen vil det rustfrie stålrøret bli behandlet blankglødet. Røret kan raskt avkjøles ved hjelp av den kontinuerlige glødelinjen. Bevegelseshastigheten til det rustfrie stålrøret på linjen er rundt 60 m ~ 80 m / min. Etter dette trinnet vil overflatefinishen bli 2H omvalset blankglødet.
Nr. 4: Overflaten til nr. 4 har en finpolert overflatefinish som er lysere enn overflaten til nr. 3. Dette oppnås også ved å polere kaldvalsede rør i rustfritt stål med en 2D- eller 2B-overflate som base og polere med et slipebånd med en kornstørrelse på 150–180# for en maskinert overflate. Overflateruheten Ra-verdien målt av instrumentet er 0,2–1,5 μm. NR. 4-overflaten er mye brukt i restaurant- og kjøkkenutstyr, medisinsk utstyr, arkitektonisk dekorasjon, containere osv.
HL: HL-overflate kalles ofte hårlinjefinish. Japansk JIS-standard fastsetter at et slipebånd på 150–240# brukes til å polere den kontinuerlige hårlinjelignende slipeoverflaten som oppnås. I Kinas GB3280-standard er forskriftene ganske vage. HL-overflatefinish brukes hovedsakelig til bygningsdekorasjon som heiser, rulletrapper og fasader.
Nr. 6: Overflaten til nr. 6 er basert på overflaten til nr. 4 og er videre polert med en Tampico-børste eller slipemiddel med en partikkelstørrelse på W63 spesifisert i henhold til GB2477-standarden. Denne overflaten har en god metallisk glans og mykhet. Refleksjonen er svak og reflekterer ikke bildet. På grunn av denne gode egenskapen er den svært egnet for å lage fasadevegger og pyntekanter, og den er også mye brukt som kjøkkenutstyr.
BA: BA er overflaten som oppnås ved blank varmebehandling etter kaldvalsing. Blank varmebehandling er gløding under en beskyttende atmosfære som garanterer at overflaten ikke oksideres for å bevare glansen på den kaldvalsede overflaten, og deretter brukes en høypresisjons glattvalse for lett utjevning for å forbedre overflatens lysstyrke. Denne overflaten har en nær speilblank finish, og overflateruheten Ra-verdien målt av instrumentet er 0,05-0,1 μm. BA-overflaten har et bredt spekter av bruksområder og kan brukes som kjøkkenutstyr, husholdningsapparater, medisinsk utstyr, bildeler og dekorasjoner.
Nr. 8: Nr. 8 er en speilblank overflate med høyest mulig reflektivitet uten slipekorn. Dypbearbeidingsindustrien for rustfritt stål kalles også 8K-plater. Vanligvis brukes BA-materialer som råmaterialer for speilfinish kun gjennom sliping og polering. Etter speilfinish er overflaten kunstnerisk, så den brukes mest til dekorasjon av inngangspartier og interiørdekorasjon.
Hovedproduksjonsprosess: rundstål → ny inspeksjon → avskalling → blanking → sentrering → oppvarming → perforering → beising → flatt hode → inspeksjon og sliping → kaldvalsing (kaldtrekking) → avfetting → varmebehandling → retting → rørkutting (fast lengde) → beising/passivering → inspeksjon av ferdig produkt (virvelstrøm, ultralyd, vanntrykk) → emballasje og lagring.
1. Skjæring av rundstål: Etter at rundstålet er mottatt fra råvarelageret, beregnes skjærelengden på rundstålet i henhold til prosessens krav, og det tegnes en linje på rundstålet. Stål stables i henhold til stålkvaliteter, varmenummer, produksjonsbatchnummer og spesifikasjoner, og endene skilles fra hverandre med maling i forskjellige farger.
2. Sentrering: Når du sentrerer kryssarmsboremaskinen, må du først finne midtpunktet i en seksjon av rundstålet, stanse ut prøvehullet og deretter feste det vertikalt på boremaskinens bord for sentrering. Rundstengene stables etter sentrering i henhold til stålkvalitet, varmenummer, spesifikasjon og produksjonsbatchnummer.
3. Skrelling: Skrelling utføres etter at de innkommende materialene er bestått inspeksjon. Skrellingen inkluderer dreiebenk-skrelling og virvelvindskjæring. Dreiebenk-skrellingen utføres på dreiebenken ved hjelp av én klemme og én topp, og virvelvindskjæringen skjer for å henge det runde stålet på maskinverktøyet. Utfør virvelskjæring.
4. Overflatekontroll: Kvalitetsinspeksjon av det avskallede rundstålet utføres, og eksisterende overflatefeil merkes, og slipepersonalet vil slipe dem til de er kvalifiserte. De runde stengene som har bestått inspeksjonen stables opp separat i henhold til stålkvalitet, varmenummer, spesifikasjon og produksjonsbatchnummer.
5. Oppvarming av rundstål: Oppvarmingsutstyr for rundstål inkluderer gassfyrt skråstilt ovn og gassfyrt boksovn. Gassfyrt skråstilt ovn brukes til oppvarming av store partier, og gassfyrt boksovn brukes til oppvarming av små partier. Når rundstengene i forskjellige stålkvaliteter, varmetall og spesifikasjoner kommer inn i ovnen, skilles de av den gamle ytterfilmen. Når rundstengene varmes opp, bruker dreierne spesialverktøy for å dreie stengene for å sikre at rundstengene varmes jevnt opp.
6. Varmvalsende piercing: bruk piercingenhet og luftkompressor. I henhold til spesifikasjonene til det perforerte rundstålet velges tilsvarende føringsplater og molybdenplugger, og det oppvarmede rundstålet perforeres med en perforator, og de piercingavløpsrørene mates tilfeldig inn i bassenget for full avkjøling.
7. Inspeksjon og sliping: Kontroller at de indre og ytre overflatene på avløpsrøret er glatte og glatte, og at det ikke må være blomsterskall, sprekker, mellomlag, dype groper, alvorlige gjengemerker, tårnjern, fritters, Baotou- og sigdhoder. Overflatefeil på avløpsrøret kan elimineres ved hjelp av lokal slipemetode. Avløpsrør som har bestått inspeksjonen eller de som har bestått inspeksjonen etter reparasjon og sliping med mindre feil, skal buntes av verkstedets buntingsfirma i henhold til kravene, og stables i henhold til stålkvalitet, ovnsnummer, spesifikasjon og produksjonsbatchnummer for avløpsrøret.
8. Retting: De innkommende avløpsrørene i perforeringsverkstedet pakkes i bunter. Formen på det innkommende avløpsrøret er bøyd og må rettes ut. Rettingsutstyret er vertikal rettetingmaskin, horisontal rettetingmaskin og vertikal hydraulisk presse (brukes til forretting når stålrøret har en stor krumning). For å forhindre at stålrøret hopper under retting, brukes en nylonhylse for å begrense stålrøret.
9. Rørkutting: I henhold til produksjonsplanen må det rettet ut avløpsrøret kuttes i topp og hale, og utstyret som brukes er en slipeskivemaskin.
10. Beising: Det rettet ut stålrøret må beises for å fjerne oksidbelegg og urenheter på overflaten av avløpsrøret. Stålrøret beises i beiseverkstedet, og stålrøret heises sakte inn i beisetanken for beising ved å kjøre det inn.
11. Sliping, endoskopiinspeksjon og innvendig polering: Stålrør som er kvalifisert for beising går inn i den ytre overflateslipingsprosessen, de polerte stålrørene blir utsatt for endoskopisk inspeksjon, og de ukvalifiserte produktene eller prosessene med spesielle krav må behandles innvendig polert.
12. Kaldvalsingsprosess/kaldtrekkingsprosess
Kaldvalsing: Stålrøret valses av rullene i kaldvalseverket, og størrelsen og lengden på stålrøret endres ved kontinuerlig kalddeformasjon.
Kaldtrekking: Stålrøret utvides og veggreduksjoneres med en kaldtrekkingsmaskin uten oppvarming for å endre størrelsen og lengden på stålrøret. Kaldtrukne stålrør har høy dimensjonsnøyaktighet og god overflatefinish. Ulempen er at restspenningen er stor, og kaldtrukne rør med stor diameter brukes ofte, og formingshastigheten til det ferdige produktet er lav. Den spesifikke prosessen med kaldtrekking inkluderer:
① Sveisehode for forsats: Før kaldtrekking må den ene enden av stålrøret forsatses (stålrør med liten diameter) eller sveisehodet (stålrør med stor diameter) for å forberede trekkingsprosessen, og en liten mengde stålrør med spesialspesifikasjon må varmes opp og deretter forsatses.
② Smøring og baking: Før kaldtrekking av stålrøret etter hodet (sveisehodet), skal det indre hullet og den ytre overflaten av stålrøret smøres, og stålrøret som er belagt med smøremiddel skal tørkes før kaldtrekking.
③ Kaldtrekking: Stålrøret går inn i kaldtrekkingsprosessen etter at smøremiddelet er tørket, og utstyret som brukes til kaldtrekking er en kjedekaldtrekkingsmaskin og en hydraulisk kaldtrekkingsmaskin.
13. Avfetting: Formålet med avfetting er å fjerne valseoljen som er festet til innerveggen og ytterflaten av stålrøret etter valsing ved skylling, for å unngå å forurense ståloverflaten under gløding og forhindre karbonøkning.
14. Varmebehandling: Varmebehandling gjenoppretter materialets form gjennom omkrystallisering og reduserer metallets deformasjonsmotstand. Varmebehandlingsutstyret er en varmebehandlingsovn med naturgassløsning.
15. Beising av ferdige produkter: Etter kapping blir stålrørene ferdigbeiset for overflatepassivering, slik at det dannes en oksidbeskyttende film på overflaten av stålrørene og dermed forbedrer stålrørenes utmerkede ytelse.
16. Inspeksjon av ferdig produkt: Hovedprosessen for inspeksjon og testing av ferdig produkt er målerinspeksjon → virvelsonde → supersonde → vanntrykk → lufttrykk. Overflateinspeksjonen er hovedsakelig å manuelt sjekke om det er defekter på overflaten av stålrøret, om lengden på stålrøret og størrelsen på ytterveggen er kvalifisert; virveldeteksjon bruker hovedsakelig virvelstrømsfeildetektoren for å sjekke om det er smutthull i stålrøret; superdeteksjon bruker hovedsakelig ultralydfeildetektoren for å sjekke om stålrøret er sprukket på innsiden eller utsiden; vanntrykk og lufttrykk er å bruke en hydraulisk maskin og en lufttrykkmaskin for å oppdage om stålrøret lekker vann eller luft, for å sikre at stålrøret er i god stand.
17. Pakking og lagring: Stålrør som har bestått inspeksjonen går inn i emballasjeområdet for ferdig produkt. Materialene som brukes til emballasje inkluderer hullhetter, plastposer, slangeskinnsduk, treplater, rustfrie stålbelter, etc. Yttersiden av begge ender av det innpakkede stålrøret er kledd med små treplater, og yttersiden er festet med rustfrie stålbelter for å forhindre kontakt mellom stålrørene under transport og kollisjon. Pakkede stålrør går inn i stablingsområdet for ferdig produkt.
Emballasjen er vanligvis bar, med ståltrådbinding, veldig sterk.
Hvis du har spesielle krav, kan du bruke rustfri emballasje, og det er vakrere.

Transport:Ekspress (prøvelevering), luftfrakt, jernbanefrakt, landfrakt, sjøfrakt (FCL eller LCL eller bulk)


Vår kunde

Q: Er UA produsent?
A: Ja, vi er en produsent av spiralstålrør som ligger i landsbyen Daqiuzhuang i Tianjin, Kina.
Spørsmål: Kan jeg få en prøveordre på bare noen få tonn?
A: Selvfølgelig. Vi kan sende lasten for deg med LCL-tjeneste. (Mindre containerlast)
Q: Har dere betalingsoverlegenhet?
A: For stor bestilling kan 30-90 dager L/C være akseptabelt.
Q: Hvis prøven er gratis?
A: Prøve er gratis, men kjøperen betaler frakten.
Spørsmål: Er du gullleverandør og tilbyr handelsforsikring?
A: Vi har syv års kald leverandør og aksepterer handelsforsikring.